- 技術文章
Z600型內徑連續表面測量控制儀操作說明
2024-12-20 11:02:19 來源:寧波經濟技術開發區凱諾儀器有限公司
1、 儀器內部有電,觸摸有導致死亡及人身傷害之危險。
2、 除維修人員進行維修檢查以外,不要取下外殼。
3、 取下外殼前,必須切斷電源、拔掉電源插頭。
4、在測量裝置前進(下降)后退(上升)時,切勿伸手,否則易被油 缸夾住造成傷害,應該確認被安裝的裝置停止動作后再進行。
5、在測量裝置測子動作時,伸手觸及易造成傷害,應確認其停止后再 進行。
6、測量部及控制部異常嚴禁使用。
7、外殼禁止存放重物,禁止坐、踏電箱。
8、為了安全起見,電源及各部件接地線必須接地,控制儀接地點在開關右側螺釘處。
本控制儀將加工中或加工后各種工件的尺寸,用電動傳感器進行測量,如果使用氣動量儀進行測量,則需要通過氣動測頭和 AE 轉換器進行測量。將測量結果顯示在液晶觸摸屏上同時,在預先設定的尺寸處向機床發出控制信號。具有更好的人機效果及更直觀的測量狀態顯示。操作簡便,顯示更為多樣化。ZM600 型磨加工主動測量儀分為三個功能窗口,測量、設置、調整。
開機后,測量界面顯示“鎖”為鎖定狀態,此時點擊其他按鍵無反應,需再次點擊此按鍵變為“解鎖”,此時為解鎖狀態,方可正常操作。
點擊“設置”按鈕系統進入設置窗口。
點擊“調整”按鈕系統進入調整窗口。
測量界面說明:窗口功能:測量項目的測量值以數字形式顯示、調整和顯示補調值。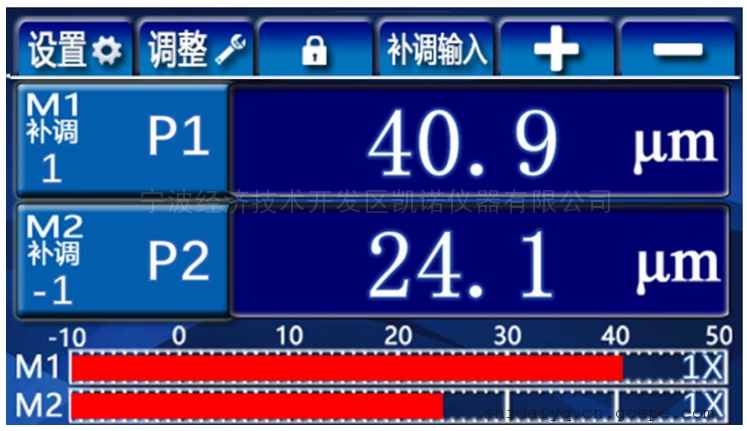
“40.9μm”:顯示測量項目的測量值。
“P1”:顯示信號點
“補調1”:顯示通道相應測量項目的補調值。(補調范圍:±60μm)
“補調輸入”:在實際尺寸值與顯示測量值存在偏差時,可點擊輸入偏差值來校正。也可以點擊“+、- ”來校正。
例如:被測工件尺寸為φ50.0(+0.02),標準件理論值為φ50.01,因制造偏差,標準件實際尺寸為φ50.009,當用此標準件設置 M1 零位后,實際值與理論值偏差為-1μm,就要進行補調。
調整界面說明:
顯示值:測頭經處理后的數值;
清零值:清零后系統對測頭的補償值;
倍率:可通過彈出鍵盤對測頭放大比進行設置;(出廠時已設定好,標準值為 1,用戶無需調整。只有在更換測量裝置或測桿長度時需調整。)
清零按鍵:按一次可將顯示值清零,再按一次可恢復原有值;
雙通道裝置上下測桿分別為 G2、G1。
※特殊功能頁面(僅具備特殊功能時有效)
1、進入設置界面,點擊下頁,進入設置第二頁(雙測量項在 M2 界面)。
2、判定開始功能時序設定為“判定”,延長時間設置為機床給出判定開始信號后,控制儀對機床發出輸出信號的延時時間(延時時間可設定為“1~6”)。
3、鎖屏時間為開鎖后自動鎖屏延時時間設定為“0”,即關閉自動鎖屏功能,需手動在測量界面點擊鎖定按鍵進行鎖定。設定為“5”,即無按鍵操作后經過 5 秒后自動返回測量界面鎖屏。(鎖屏時間可設定為“5~20”)
4、補償當量設定為 1 即測量界面補調“+”“-”變化量為 1μm。可切換為“1”、“0.5”、“2”。
上一篇:沒有了下一篇:機床主軸孔徑測量控制儀中原精密Z500H使用說明







-
產品搜索
留 言
- 聯系人:劉霞
- 電 話:0574-55008768
- 手 機:15058879207
- 傳 真:0574-55008769
- 地 址:寧波市北侖區長江國際大廈B座1015
- 網 址:
https://shidaiyq.cn.goepe.com/
http://www.shig.cc
-
產品分類
-
愛華聲級計系列
-
愛華振動分析、建筑聲學
-
其他振動噪聲測量儀器
-
瑞典Easy-laser激光對中儀
-
高斯計、磁通計
-
硅鋼片鐵損測試儀
-
INSIZE英示量具量儀
-
環境監測類儀器
-
物性、無損檢測類設備
-
力學、光學儀器設備
-
實驗室檢測儀器
-
電工儀器儀表
-
激光測距儀、測徑儀
-
紅外熱像儀、測溫儀系列
-
金相設備及輔料
-
光學儀器
-
漆包線檢測儀
-
日本東日產品
-
力學測試產品-山度品牌
-
力學測試產品-時代品牌
-
氣動量儀
-
粗糙度儀
-
硬度計
-
測厚儀
-
超聲波探傷儀
-
干燥箱/烘箱
-
影像測量儀
-
工量具
-
環境試驗設備
-
光源箱
-
測振、振動時效儀
-
衡器
-
拉力試驗機
-
管道漏水檢測儀
-
X射線探傷機
-
元素分析儀
-
燃燒 阻燃檢測設備
-
軸承加熱器
-
三坐標測量機
-